RIGID ROBUST RUSTLESS

RRR INDUSTRIAL PRODUCTS
RIGID ROBUST RUSTLESS
Manufacturing Process
Production process:
Uncoiled, straightened and cut to length.
Molding the steel into the right shape at room temperature.
Progressively formed by forcing the steel into various dies at high pressure.
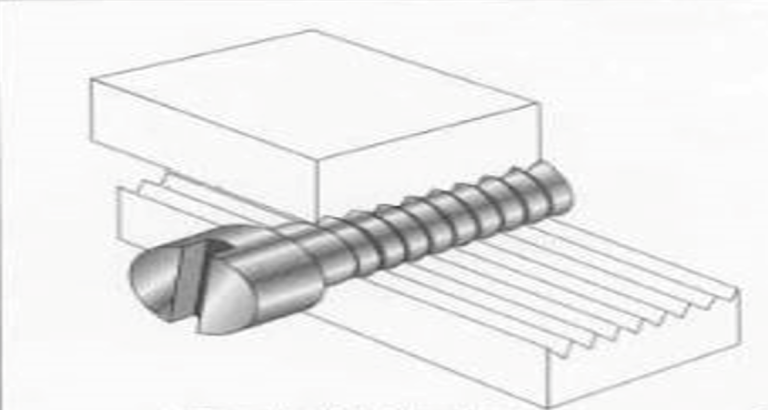
Threads are formed by rolling or cutting.
Powder polishing as standard. Additional coating is depends on the special request and order quantity. Zinc-plating is common to increase corrosion resistance.
After quality control to ensure uniformity and consistency, the bolts are packaged.





Manufacturing Process of MS Hex Bolt in detail :
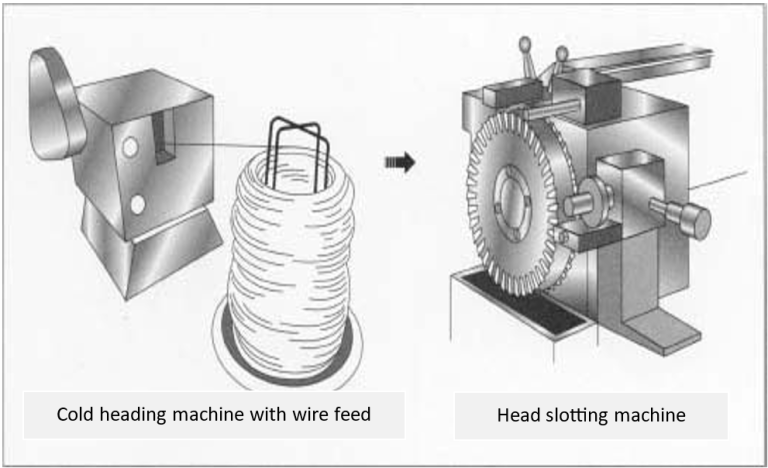
Cold heading or forging–
- Wire is fed from a mechanical coil through a prestraightening machine. The straightened wire flows directly into a machine that automatically cuts the wire at a designated length and die cuts the head of the Bolt blank into a preprogrammed shape. The heading machine utilizes either an open or closed die that either requires one punch or two punches to create the bolt head. The closed (or solid) die creates a more accurate bolt blank. When we use the cold forging process, then the material’s crystal structure goes through some changes, becoming resistant and stronger. As a result, fasteners will have mechanical and physical properties after completing the process. The performance of cold forming depends on the fastener’s size to be manufactured.
- Once cold headed, the bolt blanks are automatically fed to the thread-cutting dies from a vibrating hopper. The hopper guides the bolt blanks down a chute to the dies, while making sure they are in the correct feed position
- The blank is then cut using one of three techniques. In the reciprocating die, two flat dies are used to cut the bolt thread. One die is stationary, while the other moves in a reciprocating manner, and the bolt blank is rolled between the two. When a centerless cylindrical die is used, the bolt blank is rolled between two to three round dies in order to create the finished thread. The final method of thread rolling is the planetary rotary die process. It holds the bolt blank stationary, while several die-cutting machines roll around the blank.
All three methods create higher quality bolts than the machine-cut variety. This is because the thread is not literally cut into the blank during the thread-rolling process, rather it is impressed into the blank. Thus, no metal material is lost, and weakness in the metal is avoided. The threads are also more precisely positioned.
RRR INDUSTRIAL PRODUCTS
RIGID ROBUST RUSTLESS
Address :
No 348, Kattapomman Salai, M.H.Road, Grandline, Redhills, Chennai – 600 052
sales@rrrindustrialproducts.in
Copyright 2023 – RRR Industrial Products. All Rights Reserved.